Hammer mill: parameters that affect grinding

Adequate selection of the operating parameters for a hammer mill can maximize efficiency and enhance the uniformness of the product obtained:
-
Material to be ground: when milled, raw materials behave differently; the factors that have the greatest impact on milling properties are firmness and elasticity. An increase of moisture in the product affects these two parameters and raises them. Empirically, an increase in moisture of 1% means 7% more power to get the same results.
With identical product moisture content and constant machine settings, the following throughput relationships can be accepted for grain: Oats: Barley: Wheat: Corn 1: 2 : 3: 4
Following this equation, for 400 kg of corn, we will produce 100 kg of oats, 200 kg of barley and 300 kg of wheat.

-
Peripheral speed: each product has its own optimal milling speed. With increasing peripheral speed, the granulation becomes finer. However, power requirements will increase, while the throughput will decrease.
The table below summarizes these rates in m/sec:
|
Millet |
48 |
|
Maize |
52 |
|
Wheat |
65 |
|
Rye bran |
75 |
|
Barley |
105 |
|
Bran |
110 |
|
Oat |
115 |
-
Sieves configuration: The sieves (or screens) of the hammer mills are usually perforated steel sheets of 2 - 3 mm. thickness, with holes whose diameter is usually equal to or less than the diameter of the pellet. Larger holes mean higher open area, and therefore increased throughout a performance, reduced specific power requirements, coarser product, a shorter useful lifespan of the sieves. If perforated plates are used, thicker sheet metal could be used for stability reasons. Even with otherwise identical conditions in terms of the diameter of the perforations and the open sieve area, this option can make the passage of the reduced material through the sieve more difficult, hence: the throughput performance would fall; the product would become finer; the specific power requirement would increase.
In perforated sieves, the direction of perforation is normally aligned with the larger side of the sheet. Reverse perforation must be specifically requested.

-
Hammer configuration and thickness: more hammers means finer grinding, but also higher energy requirements. Thin flat hammers (3 mm.) generally affect milling positively in terms of output and thicker hammers tend to push the product forward, instead of reducing it.
The degree of wear should be checked regularly: excessively worn hammers reduce the possible throughput performance.
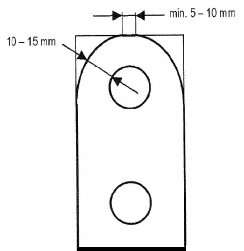
When shall we replace the hammers? It is not easy to answer this question, but broadly speaking the maximum acceptable wear of a hammer on one side is shown in the image on the right.
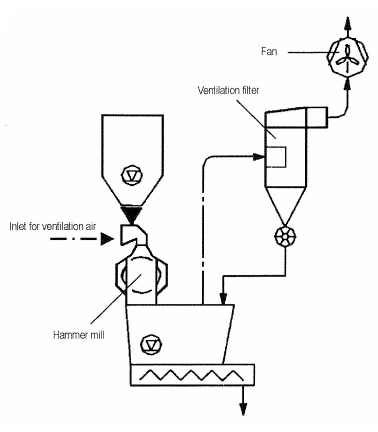
- Stone system: in order to operate efficiently, a milling line needs: even and continuous supply of the material to be ground, supply the hammer mill over the entire mill intake, fast and continuous adjustment during overload or under load. But you have to pay attention to foreign bodies. In fact, the hammer mill should be equipped with a heavy particle trap and a magnet to separate the feed from stones, glass, and pieces of metal that might enter the machine causing damage, a risk of explosion and poor pellet quality. Ventilation air required for the milling process is sucked in by an opening in the rear of the heavy particle trap. This enables the product to be ground to flow easily in the milling chamber, while heavy particles will be gathered in a sort of drawer. it’s important to keep the magnet clean. This has to be done manually at regular intervals

-
Ventilation system: the volume of air taken in by the hammer mill (calculated in m3/min) must be approximately twice the maximum volume that can be ground by the mill, expressed in m3/h.
This, in turn, is about equal to the following rule of thumb:
Air volume in m3/min. = Screen area in dm2 x 0,70
When deciding the fan size, we should keep in mind that a hammer mill has a resistance of about 10-15 m bar.
A reduction in the air flow rate leads to a reduction in mill capacity, finer product, higher specific energy consumption, greater heating during milling, greater wear, greater dust formation.
It should be noted that the ventilation system dries up the product by up to 1% depending on the material that we’re processing.
An efficient ventilation system is essential because the volume of air flowing through the grinding chamber allows reduced particles to pass more easily through the sieve perforations.
Comments
mi serve una macinazione veloce e costante,macino mais
New comment