Pelleting Dies
Considerable attention must be given to the various types of dies used by the feed manufacturing industry. Die thickness is a factor in the production of high-quality pellets and must be accurately balanced with the formulation and conditioning.
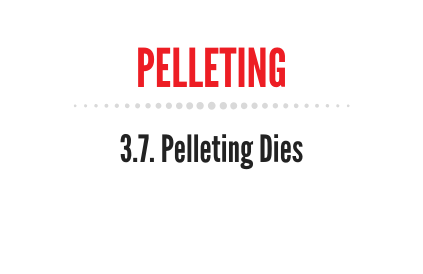
The die is often made thicker than necessary for feed compression, to give the die greater strength. The holes are then drilled from the outside diameter of the die with a larger diameter leaving the original hole at the required pelleting length.
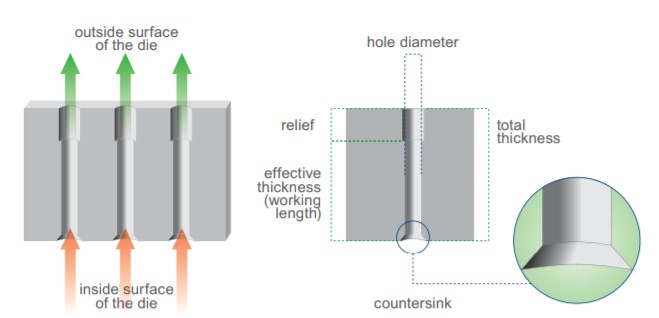
The outer rows of holes in a die will pellet less efficiently than the central rows. This is because the feed tends to escape towards the outer edges. To reduce this problem (which causes uneven die wear) the relief on the outer rows is deeper to encourage an even pellet extrusion over the whole die.
For ‘spongy’ materials such as alfalfa or fish feed, a reverse taper relief can be used. The holes are gradually tapered out as the pellets leave the compression area. The effect of this feature is that, when wear on the die enlarges the hole diameter, thereby decreasing the compression index, it is partially recovered by the length of the compression thickness increasing as the diameter increases.
The inlet of the holes in the die has a countersink, guiding material into the holes. Countersinks can have different shapes. The countersink is normally 55-60°. The countersink characteristics are also important because, when a countersink is too deep it could give the die a pre-compression effect, risking clogging and blockages, especially in the first working hours.
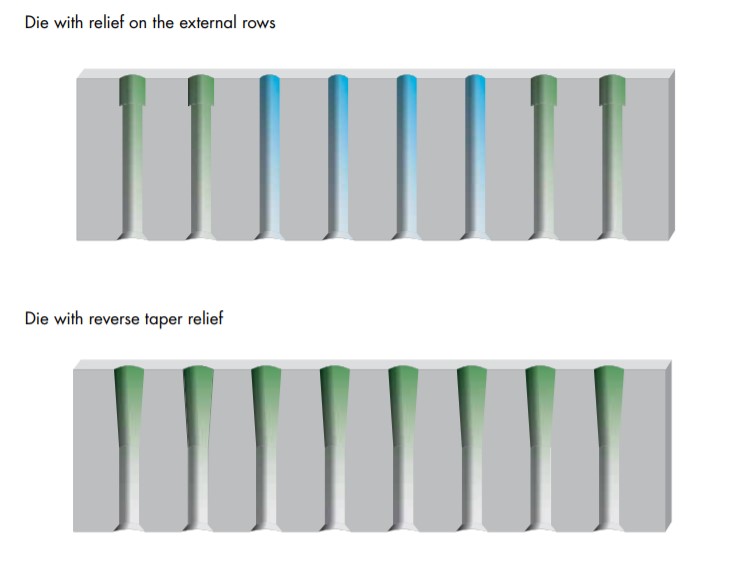
When a die is not compressing sufficiently (i.e. low compression index) it tends to produce crumbly pellets. The pressure can be increased by introducing a tapered inlet on the hole and by increasing the taper depth and angle the pressure is increased. In many cases dies with a large diameter (i.e. > 6-7 mm) are made with a large taper depth (15-25 mm depth) to avoid having to use a large die thickness, while still ensuring a strong compression action. The good inlet configuration is the most extreme form of pre-compacting in the die hole. The well is a cylindrical hole drilled from the inside of the die. It can reach a maximum of 30% of the total hole length and can be up to twice the diameter of the pellet. Well, inlets are used in the following situations: a) when extra compression is required because of a high oil content (i.e. lubrication) b) when extra compression is required to create a mechanical shear action to form hard pellets (i.e. dry heat production). Shallow wells are often used for very bulky raw materials, which are difficult to feed into the original small hole diameter
Some pellet mills incorporate some type of speed reduction device since die speeds are always less than the conventional motor speeds. In some cases, variation in die speed is desirable to produce optimum results on individual groups of feeds. Speed reduction devices in use today include direct coupled gear trains, V-belts, or a frequency converter on the main motor.