Fasi di produzione delle trafile La Meccanica
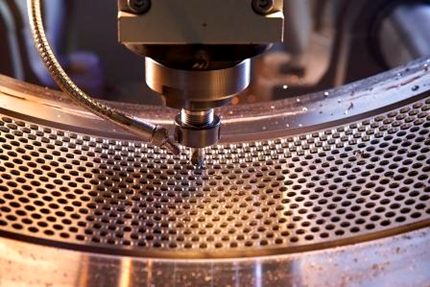
6. Processo di svasatura
È una lavorazione che si effettua nella parte interna della trafila e consiste nel creare un invito conico ai fori di 60° per facilitare l'ingresso del materiale che altrimenti sarebbe impedito dal bordo del foro stesso.
La svasatura è una lavorazione molto importante: una svasatura irregolare, infatti, provoca un funzionamento irregolare della filiera: intasamenti e/o vibrazioni sono spesso dovuti a svasature troppo profonde o svasate a profondità non costante. L'irregolarità della svasatura è dovuta alla soggettività stessa della lavorazione. In pratica la profondità della svasatura viene definita in base all'esperienza dell'operatore e quindi varia da operatore a operatore.
Anche la finitura superficiale della svasatura è significativa: il cono della svasatura può presentare vibrazioni longitudinali o circonferenza. La causa di ciò sono le caratteristiche dell'acciaio: un acciaio troppo morbido costringe lo svasatore a strappare il truciolo, con il risultato di una superficie irregolare.
La superficie della svasatura sarebbe molto migliore se fosse rilavorata dopo il trattamento termico, ma ciò non è facile in quanto gli utensili si danneggiano rapidamente se utilizzati sul materiale indurito e quindi l'operazione di svasatura sarebbe molto costosa.
Tempi di svasatura: in media, vengono svasati da 8 a 10 dadi al giorno.
7.Controllo qualità (Diametro foro, qualità della svasatura e della superficie e durezza del materiale)

Il controllo dei tempi e il controllo continuo della qualità nelle finiture rendono il prodotto estremamente competitivo.
La tempra superficiale degli stampi viene testata prima della consegna per garantire una qualità eccellente.
8. Trattamento termico - Il ciclo del trattamento termico ha una durata di 9 ore.

Il pezzo viene caricato nel forno e rinvenuto a una temperatura di 1040 °C. Il risultato è un prodotto estremamente duro ma fragile.
Si esegue quindi una successiva operazione di rinvenimento a 190-200 C° che serve a eliminare le tensioni interne dovute all'indurimento rendendo il prodotto più resistente (più resiliente). Alla fine del trattamento l'indice di durezza è di circa 53/54 HRc
9. Finiture - La finitura riguarda la il bordo della trafila e viene eseguita prima che il pezzo venga rettificato.

10. Rettifica (in caso di deformazione dopo il trattamento termico)

Operazione eseguita in caso di ovalizzazione della trafila dopo la fase di indurimento. Segue un nuovo bagliore. L'ovalizzazione è una delle cause del cosiddetto roll-over: cioè il danneggiamento della superficie della fascia forata dello stampo dovuto al contatto dei rulli che ne deforma progressivamente la superficie fino alla parziale ostruzione dei fori
La rotondità è una delle cause del cosiddetto roll-over: cioè il danneggiamento della superficie della pista forata dello stampo dovuto al contatto dei rulli che ne deforma progressivamente la superficie fino alla parziale ostruzione dei fori.