Área de Clientes
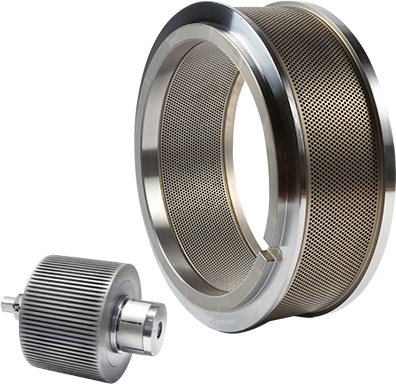
Matrices & Rodillos
La Meccanica srl de Reffo está especializada en la producción de matrices para todas las principales marcas de prensas peletizadoras, 50 años de experiencia en la producción de matrices y rodillos son garantía de calidad y fiabilidad.
Características
La Meccanica srl de Reffo está especializada en la producción de matrices para todas las principales marcas de prensas peletizadoras
50 años de experiencia en la producción de matrices y rodillos son garantía de calidad y confiabilidad
Podemos garantizar:
- Aceros especiales de alta calidad, hasta aceros con un alto contenido de cromo;
- Fabricación extremadamente precisa;
- Perforación y pulido de las perforaciones;
- Tratamiento térmico al vacío;
- Deformación mínima de la matriz después del tratamiento térmico;
- Control de calidad antes del envío;
- Tiempos de entrega rápidos;
- Todos las matrices son endurecidas a 53-54 Hrc.
Nuestra planta de producción está totalmente automatizada y equipada con tecnología de punta. Las matrices y rodillos de nuestra producción se exportan a todo el mundo. Algunas características destacadas de nuestras matrices:
- Fácil Inicio de producción;
- Alta productividad;
- Larga vida operacional;
Nuestras matrices alcanzan rápidamente la productividad completa porque cuentan con:
- Terminación perfecta de las perforaciones;
- Tratamiento térmico al vacío que elimina la oxidación del acero.
La larga vida de nuestras matrices está garantizada por:
- Construcción de acero de alta calidad, con gran contenido de carbono y cromo;
- Alta durabilidad después del tratamiento térmico.
Inoltre:
- Nuestras matrices tienen una perforación extrema damente regular y precisa
la disposición a " panal de abeja " de las perforaciones es libre de defectos; - Nuestras matrices son controladas y trabajadas en la parte interior para eliminar
cualquier deformación después del tratamiento (máximo
deformación garantizada = 0.5 mm.)
Todos los aceros están sujetos a control de calidad. Bajo pedido, podemos proporcionar certificados de análisis. Para proporcionar la matriz correcta, necesitamos saber el tipo de Prensa y las dimensiones de la matriz en uso.
Podemos construir matrices con un diseño de perforación acordado con el cliente o seguir nuestras geometrías, el resultado de una larga experiencia.
Todas las camisas están hechas de acero con un alto contenido de carbono.
Todas las camisas están superficialmente endurecidas hasta 58-62 Hrc.
La capa endurecida, en el caso de C50, es de 6-7 mm.
El tratamiento térmico se caracteriza por un endurecimiento uniforme y lo suficientemente profundo como para garantizar la máxima durabilidad.
Todas las camisas están superficialmente endurecidas hasta 58-62 Hrc.
La capa endurecida, en el caso de C50, es de 6-7 mm.
El tratamiento térmico se caracteriza por un endurecimiento uniforme y lo suficientemente profundo como para garantizar la máxima durabilidad.
El endurecimiento de la superficie de la camisa se prueba antes del envío para garantizar la mejor calidad.
Los materiales para la construcción de matrices y los rodillos, se seleccionan en función de la gama de productos que deben trabajar, que pueden agruparse en los siguientes aceros:
- X46Cr13 (más comúnmente conocido como acero inoxidable) o acero con un contenido de 12.8-14.5% de cromo
- Acero 20MnCr5 (más comúnmente acero normal) que contiene 1.1% -1.4% de manganeso y 1-1.30% de cromo
- Acero de aleación 18NiCrMo5 que contiene 1,2-1,5% de níquel y 0,15-0,25% de molibdeno con un 0,7-1,0% de cromo
Estos materiales se utilizan principalmente de la siguiente manera:
El acero X460Cr13, después del procesamiento se somete a un tratamiento de endurecimiento al vacío, que aumenta la dureza tanto en la superficie como en el corazón a 52-54 HRc, esto permite mejorar la vida de la matriz y las camisas hasta el corazón, evitando la agresión de elementos potencialmente corrosivos presentes en productos granulados. Evitar la oxidación significa eliminar la presencia de óxido de hierro en la matriz con problemas de arranque en frío y posible contaminación de los productos procesados. Este tipo de acero se usa sustancialmente para todo tipo de alimentos zootécnicos.
Las matrices fabricadas con los aceros 20MnCr5 y 18NiCrMo5 se tratan con cementación superficial, lo que permite una dureza de 60-62 HRc para aproximadamente 0.8-1.2 mm. de espesor, mientras que debajo el material permanece maleable y por lo tanto más tenaz, para evitar la posibilidad de romper las matrices.
Este tipo de acero se presta muy bien a la granulación de productos fibrosos y abrasivos tales como pulpa de remolacha, alfalfa, paja, heno, astillas de madera, etc.
Influencia de los diversos componentes de aleación en los aceros:
El cromo influye en las características mecánicas (resistencia y dureza) y en las características físicas (resistencia a la corrosión y a la oxidación)
El manganeso se inserta en aleación para mejorar las características de resistencia al desgaste y al impacto
El níquel tiene un efecto de endurecimiento en los aceros
El molibdeno ayuda a reducir la fragilidad al templar.
Duración de los dados:
La vida de las matrices en el sector de alimentación depende de varios factores:
- Formulación y tipo de alimento
- Características de las materias primas presentes en la formulación
- Porcentaje de contenido de grasa añadida
- Granulometría de las harinas
- Acondicionamiento térmico de las harinas y su contenido de humedad
- Conducción de plantas de paletización
- 1. Fórmulas como el alimento para conejos rica en sustancias fibrosas y abrasivas (alfalfa) son más difíciles de granular, poniendo en peligro la producción por hora y la duración de la extrusora utilizada. Si establecemos 1 como la duración para alimento para conejo, el valor aumentará a 4 para alimento para ganado y 5 para alimento para aves de corral
- 2. Características de las materias primas: alimento con contenidos de materias primas fibrosas, con alto contenido de sílice, desgastan rápidamente las matrices, mientras que el agregado elevado melazas y colinas líquidas en los alimentos, causa agresión oxidativa a las matrices.
- 3. El contenido de grasa animal o vegetal agregado en los alimentos, promueve la lubricación y la suavidad y por lo tanto una alta productividad y durabilidad de las matrices.
- 4. La granulometría gruesa de las harinas, en relación con el diámetro de las matrices utilizadas, favorece la abrasión y reduce la dureza del granulado, a diferencia del fino.
- 5. El tipo correcto y la duración del acondicionamiento térmico de la harina, y el grado de humedad obtenido, favorecen el rendimiento y la durabilidad de las matrices, aumentando la dureza del granulado.
- 6. El operador que conduce la planta de granulación debe verificar periódicamente la distribución del producto en la superficie de la matriz y ajustar los rodillos compresores a la distancia correcta, para no poner en peligro la duración de la misma.
TERMINOLOGIA
Espesor efectivo (Effettive Thickness) = es el espesor de trabajo efectivo de la matriz, que corresponde a la longitud total de la perforación utilizado para la compresión, excluyendo el orificio de entrada y posible contra perforación externa, lado de salida del pellet.
Índice de compresión: (compressione index) = es la relación entre el espesor de compresión efectivo y el diámetro de la perforación. Este índice es característico para cada categoría de alimento compuesto. Una vez que haya elegido el diámetro del pellet a obtener, para definir el espesor de la compresión, es suficiente multiplicar el índice por el diámetro.
Descarga (contra perforación) (relief) = la matriz está construida con un espesor calculado para resistir el empuje de la harina que se va a granular entre los rodillos y la propia matriz, y de acuerdo con el valor máx. instalado en la máquina. Por lo tanto, en algunos casos, el espesor del canal de compresión es menor que el espesor total de la matriz, por lo que es necesario descargar el pellet sin compresión, ampliando la perforación desde el lado de salida.
Descargas variables (Variable relief) = A menudo, las filas laterales de la matriz trabajan con más dificultad, en comparación con las filas centrales, ya que la compresión de la alimentación entre la matriz y los rodillos tiende a escapar hacia los lados, aumentando la carga de material en los canales de compresión, Para obviar este inconveniente, lo que provoca un desgaste irregular de las matrices, en las filas laterales se ejecuta contra-perforaciones (descargas) más profundos, a fin de facilitar la extrusión de la mayor cantidad de granulado entrante. Por lo tanto, hay descargas variables que aumentan en profundidad hacia las filas externas de la matriz.
Descarga cónica: algunos materiales muy elásticos, necesitan descargas cónicas que "acompañan" a los gránulos que salen de la zona de compresión. En la práctica, este tipo se usa para materiales como alfalfa y alimento para peces. Este proceso se utiliza para mantener el índice de compresión constante, que se ve comprometido por el desgaste prematuro de los canales de compresión efectivos que, al ensancharse, recuperan el espesor de compresión de las salidas cónicas.
Embudo cónico ( Countersink) = la entrada de harina en la matriz se ve favorecida por un embudo cónica de las perforaciones en relación con los canales de compresión. El embudo puede tener diferentes conformaciones, pero la conicidad de 55-60 ° y tal profundidad para casi tocar, entre ellos, los embudos de las perforaciones , dando la sensación de un panal de miel. Las características del embudos cónicos son importantes, porque una embudo demasiado profundo puede dar un efecto de precompresión a la matriz con peligro de obstrucción y bloqueo, especialmente en las primeras horas de trabajo.
De hecho, cuando una matriz no tiene un bajo índice di compresión, el granulado que sale, tiende a ser friable, se puede tratar de aumentar la capacidad de compresión, lo que acentúa el embudo cónica. En muchos casos, la matriz con un canal de compresión de> 6-7 mm de diámetro. se construyen con una embudo cónico muy pronunciado (profundidad 10-15 mm) para evitar tener altos espesores de matriz, pero al mismo tiempo garantizar igualmente una fuerte acción de compresión.Embudo a Poso: en algunos casos, el embudo no es cónica, sino que es "pozo" o cilíndrico. Este perfil, muy especial, da el valor máximo de precompresión. Es un tipo de perfil que es difícil de definir y solo se puede usar en casos particulares, como: producción de paja con diam. > de 16-20 mm. o Fracción seca CDR (Combustible derivado de desechos), alimento para cerdos y peces, con alto contenido de grasa.
¿Cómo se determinan las características de una matriz?
La elección de las especificaciones de una matriz a menudo es el resultado de la experiencia y un compromiso entre las diversas necesidades relacionadas con el tipo de alimento zootécnico producido en la planta y sus características. Un buen acondicionamiento con la calidad y cantidad de vapor correctas y el tiempo de tratamiento de la mezcla a trabajar, son los elementos fundamentales para obtener una buena calidad del granulado.
Company profile
en
fr
de
ru
vi
pt

Dies catalogue
en
fr
de
tr
vi