What’s the conditioning?
Conditioning: an important phase of the pelleting process
Pelleting is an extrusion type thermoplastic molding operation. During pelleting the proteins and sugars of feed ingredients become plastic when heated and diluted with moisture.
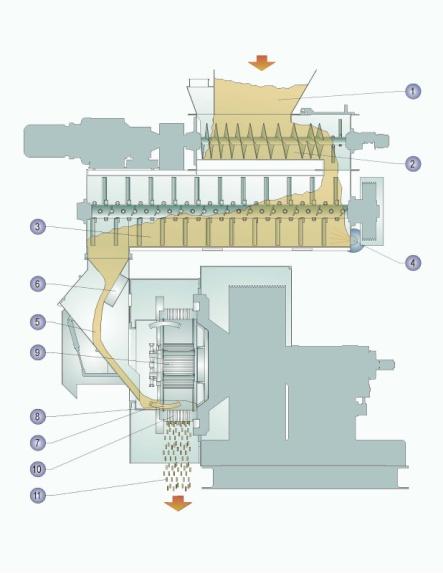
These are the four main phases of the process:
1) Incoming mash flows into the screw feeder and it’s pressed into the conditioner/homogenizer.
2) From the conditioner, the feed is discharged into a feed conveyor that feeds the die’s working track
3) Two deflectors (front scrapers) feed the mash to each of the two rolls.
4) Friction driven rolls force the feed through the holes in the die.
During the conditioning phase, steam is added to the mash in the conditioner. This steam condenses and increases the temperature and moisture content of the mash. Increasing the temperature of raw material of 12-13 °C, the moisture will increase of 1%about.
In addition, during pelletization a great deal of heat is added through the mechanical work. The pellet produced is, therefore, discharged at a temperature of between 60 °C (for cattle feed) and 90 °C (for poultry feed). At this point the pellet must be cooled and dried usually using a counterflow cooler.
The conditioner is made entirely of stainless steel: shaft in AISI 420, paddles and the case in AISI 304.
It has a relatively high speed (about 410 rpm) in order to ensure the mixing and homogenization of the product invested by steam and liquids (generally molasses or oil).
The conditioner has also the purpose of regularizing the flow of the product (which would otherwise be impulsive) generated from the screw. The steam is injected in the back (pressure 1,5-2,5 bar) and introduced through a piping.
In the picture you can see the two attacks by 1 1/2 "on the conditioner. These allow you to inject at least two fluids


The paddles are adjustable so you can improve the mixing and the homogenization increasing the "turbulence" and they brush the case to about 5 mm.

The filling coefficient is between 20 and 40%, so the length of the conditioner is more important than the diameter, because it ensures longer retention time and therefore a better absorption of the steam.
Retention time for the standard version is between 8-12 seconds.
Currently, double conditioners are mostly used, because they allow relatively longer time.
All the conditioners have one or more doors for the cleaning, the replacement or the orientation of the paddles.
The conditioning process and the steam system are very important to achieve maximal efficiency and a significant amount of feed administered to animals throughout the world undergoes some type of thermal processing. For this reason, understanding how to optimize pellet quality through the thermo-mechanical processing may impact animal performance and nutrient availability, and thus cost of production.