Client area
Dies&Rolls
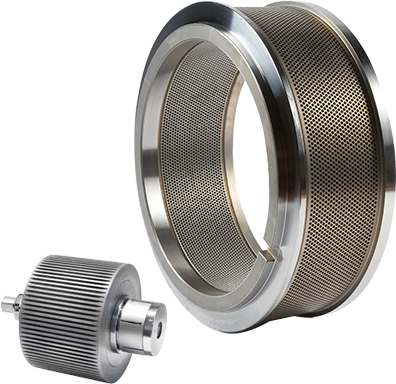
La Meccanica srl is specialized in the production of dies for all the main brands of pellet mills.
50 years of experience in die and roller shell production offers a guarantee of quality and reliability.
Characteristics
La Meccanica srl is specialized in the production of dies for all the main brands of pellet mills.
50 years of experience in die and roller shell production offers a guarantee of quality and reliability.
We can guarantee:
Our production plant is fully automated and equipped with cutting edge technology and the dies we manufacture are exported to all over the world.
Some salient features of our dies:
Our dies rapidly achieve full production because they have:
50 years of experience in die and roller shell production offers a guarantee of quality and reliability.
We can guarantee:
- high quality special steels to high chromium content steels
- extremely precise manufacture
- perforation and mirror polishing of holes
- vacuum heat treatment
- minimum die deformation after heat treatment
- test and control before shipment
- rapid delivery times
- all dies are through hardened to 53-54HRc.
Our production plant is fully automated and equipped with cutting edge technology and the dies we manufacture are exported to all over the world.
Some salient features of our dies:
- easy production start-up’s
- high productivity
- long life.
Our dies rapidly achieve full production because they have:
- perfect finish of the holes
- vacuum heat treatment eliminating oxidation of the steel.
Long life of our dies is assured by:
- construction in quality steel with high carbon and chromium
content - high hardness after heat treatment.
Moreover:- our dies have an extremely precise and regular perforation:
the “honeycomb” layout of the holes is faultless - our dies are ground inside in order to eliminate any
deformation after treatment (guaranteed maximum
deformation = 0.5 mm).
All steels undergo quality control. Certificates of analysis can be provided on request.
To supply the correct die we must know the type of pellet mill and size of the die being used. We can produce dies with hole patterns to customer specification or manufacture dies to our own hole pattern designs based on our long experience.
All roller-shells are manufactured using high-carbon steels.
All roller-shells are surface-hardened up to 58-62 HRc.
Hardening depth is 6-7 mm for C50 steel.
The heat treatment is characterised by uniform hardening and hardening depth to ensure maximum durability.
All our products are finished by skilled staff.
Roller-shell surface hardening is tested before delivery to ensure premium quality.
All roller-shells are surface-hardened up to 58-62 HRc.
Hardening depth is 6-7 mm for C50 steel.
The heat treatment is characterised by uniform hardening and hardening depth to ensure maximum durability.
All our products are finished by skilled staff.
Roller-shell surface hardening is tested before delivery to ensure premium quality.
The lifespan of a die depends on many factors:
- the composition of the raw material (formulation)
- the characteristics of the raw materials used in the feed the fat content
- the particle size of the mash
- the moisture content before pelleting
- the heat conditioning of the mash
- the pellet mill controls (i.e. automatic or manual)
- many others.
- composition
High fibre formulations such as rabbit feed are harder to pellet and therefore the die will have a much shorter lifespan. As a comparison, for instance, if the lifespan of a die is 1 when used to make rabbit feed, it would be 4 for cattle feed and 5 when used on poultry feed.
- raw material characteristics
- Raw materials containing silica or sand wear dies more rapidly.
- Fat content
- Formulas containing 1.5-2% fat run smoother and are less abrasive since the fat acts as a lubricant.
- Particle size of the mash
- Mashes with large particle sizes are more abrasive.
- Moisture content and heat conditioning of the mash A poorly conditioned mash is drier and harder to pellet.
- Press control
The operator should regularly check for wear on deflectors and scrapers and also on the roll adjustment to avoid uneven wear on the die leading to inefficient pelleting. Conditioner paddles must not be worn to ensure efficient pre-conditioning. Steam traps and filters ensure that no condensate passes through to the conditioner.
Glossary
Effective thickness
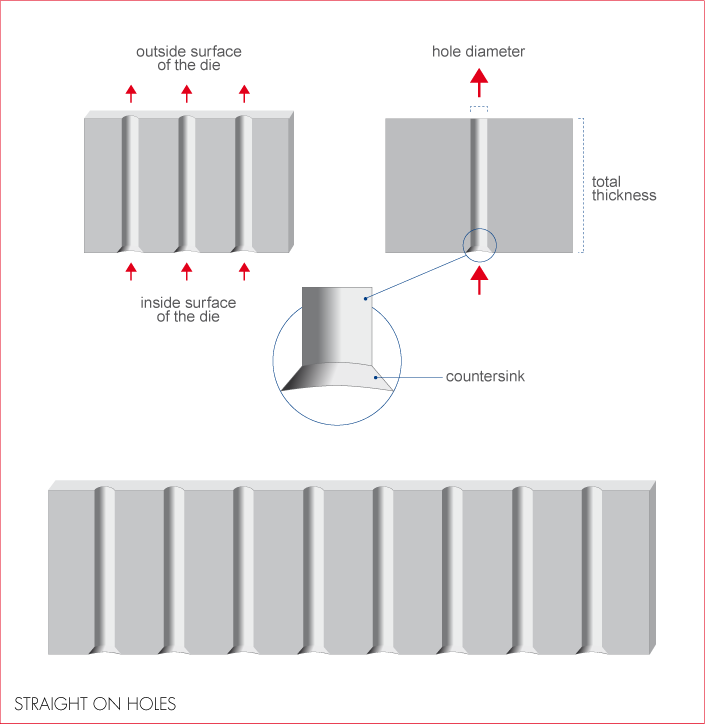
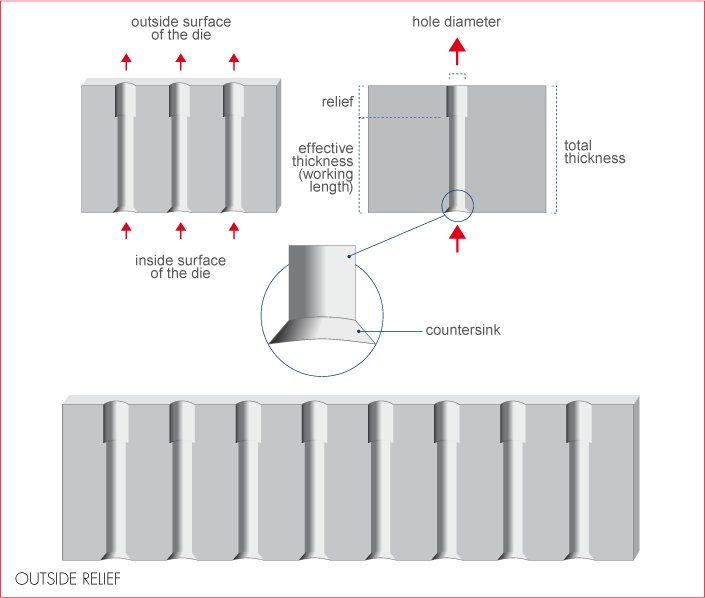
The die thickness, which aids pellet compression, is actually in other words, the working thickness of the die. The effective thickness of the straight hole die (i.e. die without relief) is its overall thickness. The effective thickness of a relieved die is its overall thickness less the relief.
Compression index
The ratio between the actual compression thickness (i.e. effective pelleting length) and the hole diameter. This index varies according to the type of feed. This means that when the pellet diameter has been selected, to obtain an estimate of the compression thickness, multiply the index by the diameter.
Outside relief
The die is often made thicker than necessary for feed compression, to give the die greater strength. The holes are then drilled from the outside diameter of the die with a larger diameter leaving the original hole at the required pelleting length.
Variable relief
The outer rows of holes in a die will pellet less efficiently than the central rows. This is because the feed tends to escape towards the outer edges. To reduce this problem (which causes uneven die wear) the relief on the outer rows is deeper to encourage an even pellet extrusion over the whole die.
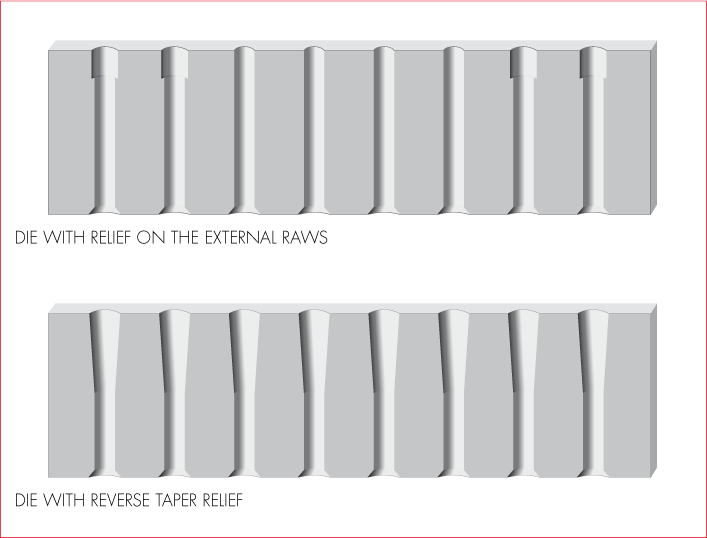
Reverse taper relief
For ‘spongy’ materials such as alfalfa or fish feed, a reverse taper relief can be used. The holes are gradually tapered out as the pellets leave the compression area. The effect of this feature is that, when wear on the die enlarges the hole diameter, thereby decreasing the compression index, it is partly recovered by the length of the compression thickness increasing as the diameter increases.
Countersink
The inlet of the holes in the die have a countersink, guiding material into the holes. Countersinks can have different shapes: The countersink is normally 55-60°. The countersink characteristics are also important because, when a countersink is too deep it could give the die a pre-compression effect, risking clogging and blockages especially in the first working hours.
Taper inlet
When a die is not compressing sufficiently (i.e. low compression index) it tends to produce crumbly pellets. The pressure can be increased by introducing a tapered inlet on the hole and by increasing the taper depth and angle the pressure is increased. In many cases dies with a large diameter (i.e. > 6-7 mm) are made with a large taper depth (15-25 mm depth) to avoid having to use a large die thickness, while still ensuring a strong compression action.
Well inlet
The well inlet configuration is the most extreme form of pre-compacting in the die hole. The well is a cylindrical hole drilled from the inside of the die. It can reach a maximum of 30% of the total hole length and can be up to twice the diameter of the pellet. Well inlets are used in the following situations: a) when extra compression is required because of a high oil content (i.e. lubrication) b) when extra compression is required to create a mechanical shear action to form hard pellets (i.e. dry heat production). Shallow wells are often used for very bulky raw materials, which are difficult to feed into the original small hole diameter.
How can the die characteristics be determined?
This is where experience becomes an important factor. The selection of a die specification is often the result of a compromise between the different needs of the many formulas produced in a production plant
This is where experience becomes an important factor. The selection of a die specification is often the result of a compromise between the different needs of the many formulas produced in a production plant
Company profile
en
fr
de
ru
vi
pt

Dies catalogue
en
fr
de
tr
vi